欢迎访问键和机械股份有限公司【大陆官网】


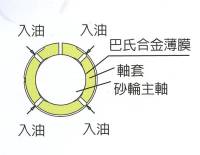
砂轮主轴採用20kg/cm2高压油作径向轴承支撑。
免除金属与金属之接触摩擦,不需更换零件。主轴具有高刚性,高精度,寿命长,低振动,低温升等诸多优点。
因轴承与主轴间靠油膜支持,几乎没有金属与金属的接触,故主轴不会磨损,寿命延长。
轴承与主轴间藉油膜之存在而增加接触面积,故能获得最佳之工件精度及真圆度。
靠油膜吸收研磨过程之震动,使工作保有最佳表面精度。
砂轮主轴採用3 kg/cm2低压油作径向轴承支撑。
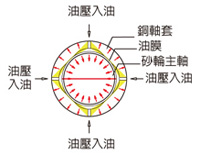

皮带张力由固定轴承受。
砂轮主轴皮带附有缓衝垫。

马达起动瞬间产生衝击力被缓衝垫吸收。
衝击力不直接影响砂轮主轴。
床台採用米汉纳铸铁一体铸造成型。经烧炖处理,材质稳定。
箱型床台结构,稳重,刚性佳。
床台具快速冷却排水特性,可避免热变形而影响精度。

砂轮头进给採双V滑道。
上滑板滑道面附Turcite-B精度铲花处理。
0.0005mm光学尺高解析度闭回路迴授控制。


量测位置并计算距离
计算位置

线上量测工件外径,研磨及量测同时进行,提高良率
检测工件研磨后之真圆度,并回馈至控制器
检测工件研磨后是否符合要求
砂轮运转中线上校正平衡
机台使用中若砂轮未达平衡,可直接做砂轮调整,无须拆下砂轮

当机台发生碰撞时,砂轮立即退开,避免机台受损
研磨中,音频功能可缩短研磨中空行程时间,提高加工效率
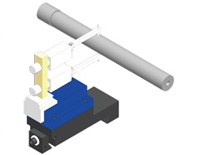
主轴头採用轴套设计,前后端使用8个P4级精密斜角滚珠轴承支撑。加工稳定性高,适合重切削。
FANUC泛用伺服马达驱动。
主轴具定心及同动功能。顶心与夹头夹持互换快速。
主轴头可作90°逆时钟迴转,并可作30°顺时钟迴转,适合各种研磨模式。

尾轴管移动採用油压驱动,使工件装卸更方便。
附脚踏开关控制工件夹紧与放鬆。
工件夹紧力可由旋钮调整弹簧力。
尾轴管为硬化合金钢材,耐磨耗性及高刚性。

直进研磨无摆动
直进研磨有摆动
斜进研磨
複合直进阶梯研磨
阶梯研磨
锥度複合直进阶梯研磨
锥度阶梯研磨
肩部直进研磨无摆动
肩部阶梯研磨
肩部直进研磨有摆动

採用特殊规划的“填表式”输入设定,针对各种研磨循环的程式编辑,既快速又方便。
採用一般程式NC编辑,使用者可随心所欲编辑需要的加工方式。
可扩充各种特殊循环指令,以因应各种加工需求。
确保精度与稳定性。并提供国外保固服务。
基本、研磨、修砂、辅助四大类研磨循环。

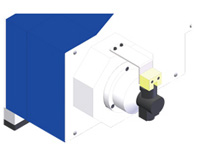
压力开关具有压力检知互锁功能。润滑油压力未达到设定值时,主轴无法启动。油压无法启动。油压系统异常时,运转停止。


压力开关具有压力检知互锁功能。润滑油压力未达到设定值时,主轴无法启动。油压无法启动。油压系统异常时,运转停止。


动压: 低压油路系统有低压过滤罐,油温控制开关冷冻机、减压阀、压力开关、逆止阀、在轴向及径向各自调整。
静压: 高压油路系统附有油恆温冷却机、高压过滤罐、蓄压统桶、调压阀、压力开关、逆止阀与节流阀。在轴向及径向各自调压。 在瞬间停电状态下,蓄压桶可即时发挥功能,使压力持续5分钟以上。
所有滑动与转动零组件均採用自动润滑系统润滑。
润滑系统与机体分离,以避免振动且散热更容易。
附油恆温冷却机。

")




")
")
")
")


")








除2003系列外")

















